

MDF melamínico comum e impermeável

Descrição
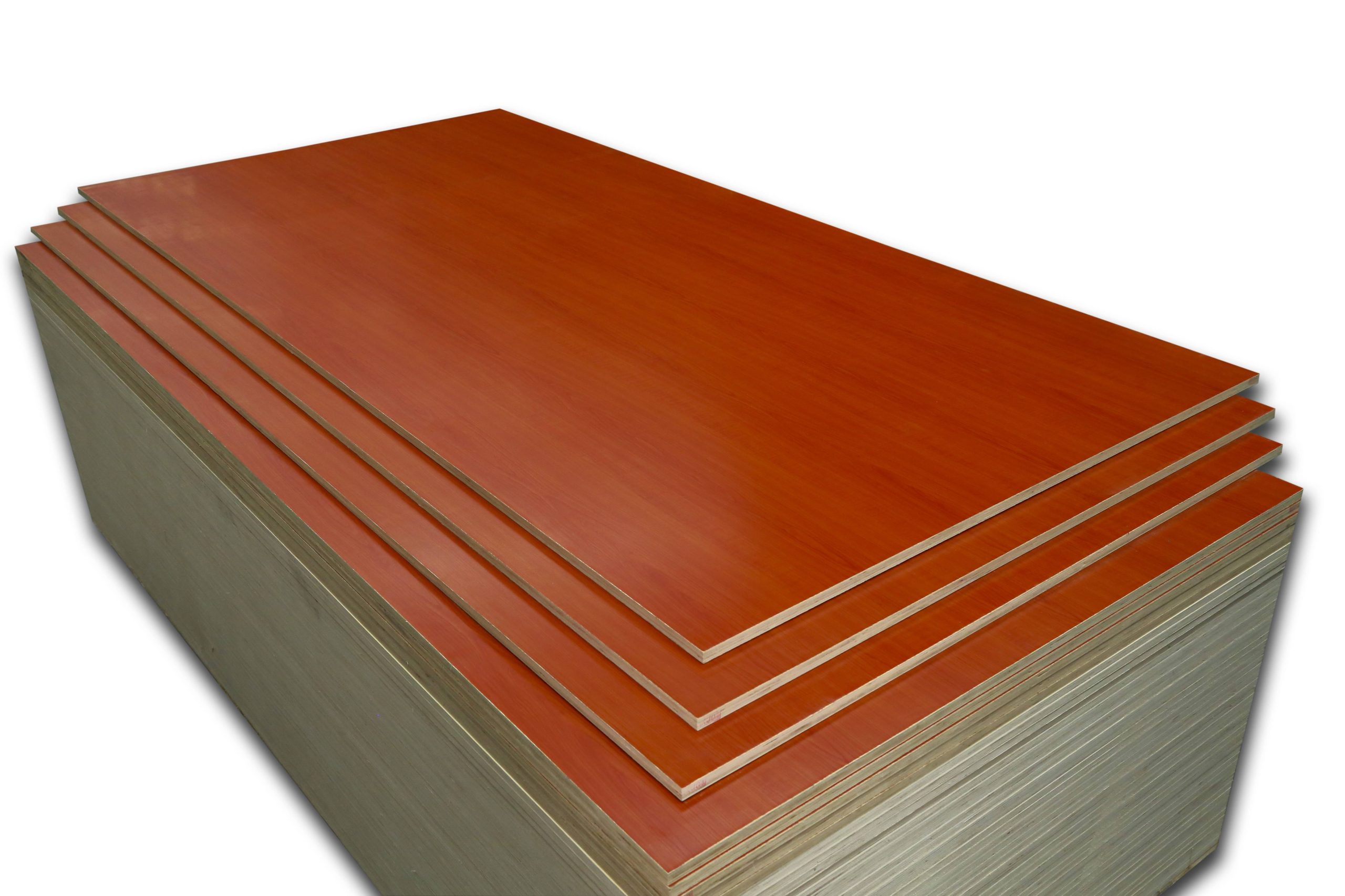
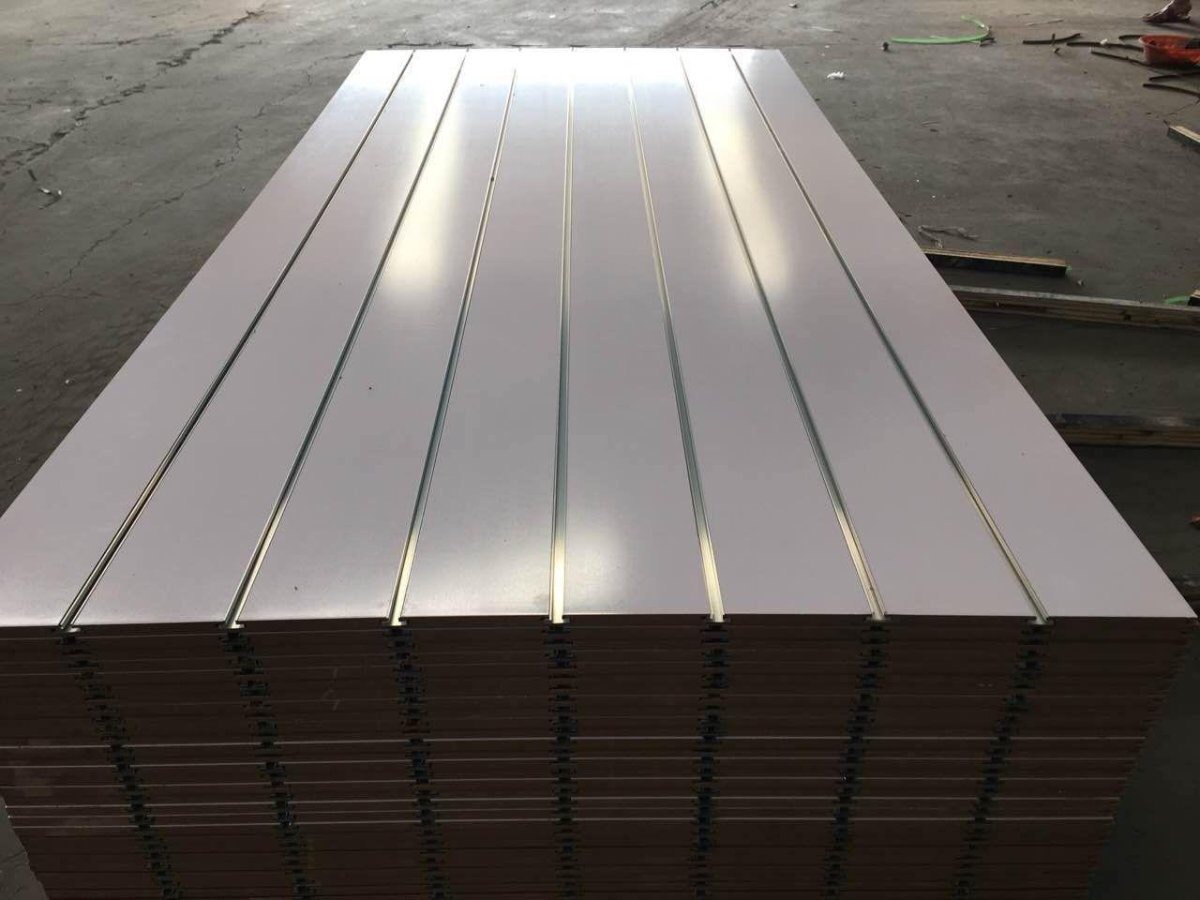
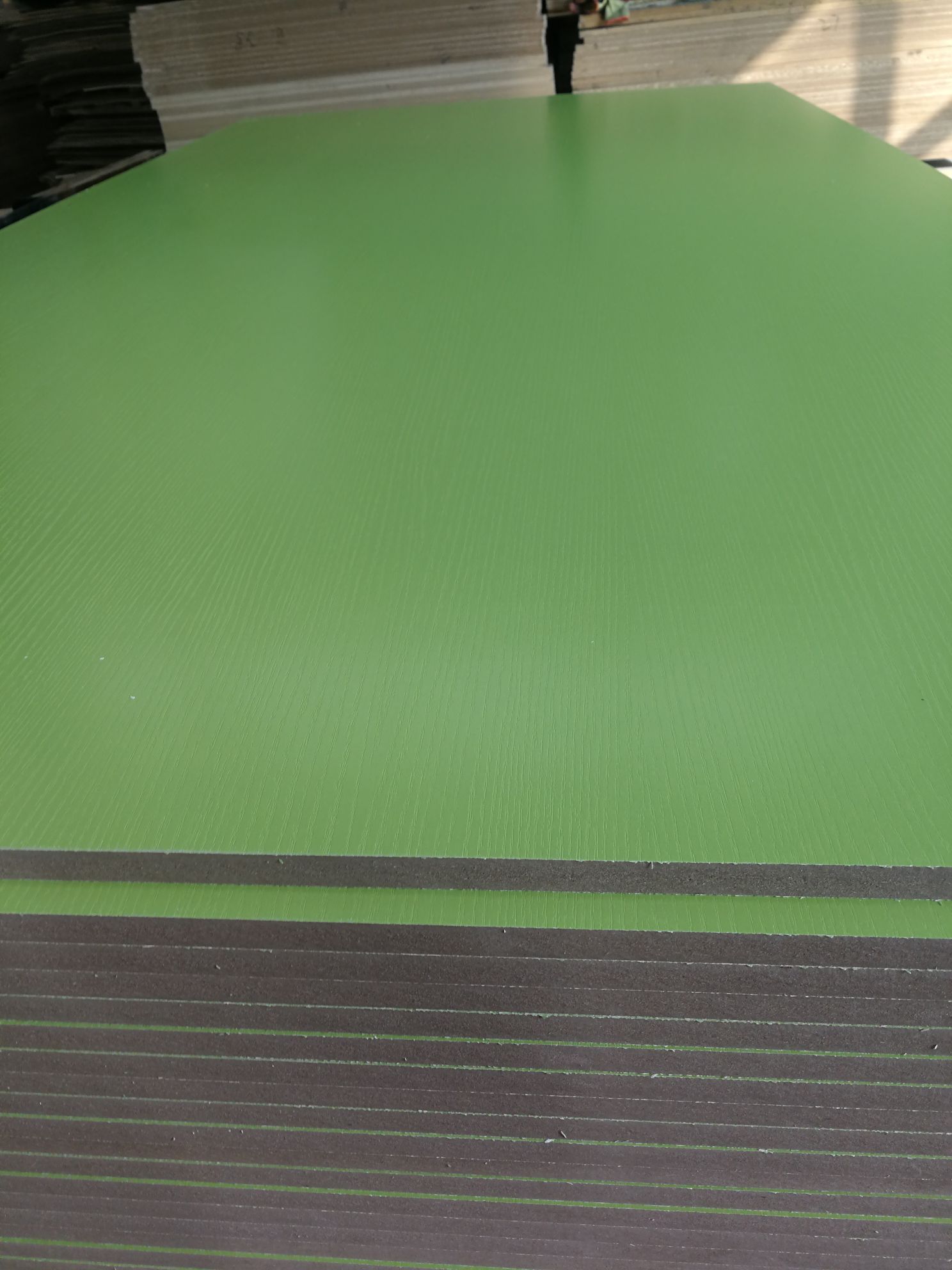
O MDF, também conhecido como painel de fibras, é um painel à base de madeira fabricado com resina lignocelulósica ou outros adesivos adequados. Os adesivos e/ou aditivos podem ser aplicados durante o processo de fabrico. O MDF tem as vantagens de um material uniforme, uma pequena diferença na resistência longitudinal e transversal, não é fácil de fissurar e tem uma vasta aplicação. São necessários cerca de 2,5 a 3 metros cúbicos de madeira para produzir 1 metro cúbico de MDF, que pode substituir 3 metros cúbicos de madeira serrada ou 5 metros cúbicos de toros. O desenvolvimento da produção de painéis de fibras é uma forma eficaz de utilizar de forma abrangente os recursos de madeira. O MDF melamínico é um tipo de MDF sofisticado laminado com papéis de resina melamínica que inclui dezenas de cores e desenhos e é também à prova de água e anti-riscos.





Detalhes
Processo de produção
PREPARAÇÃO DE MATÉRIAS-PRIMAS
- Recolher matérias-primas como toros de madeira, resíduos de serração e madeira reciclada.
- Remover as impurezas (por exemplo, metal, pedras) e descascar os toros.
- Cortar os materiais em pequenas lascas (2-5 cm de comprimento) com uma picadora.
PRODUÇÃO DE FIBRASG
- Vaporizar as aparas de madeira num digestor a 160-180°C durante 20-30 minutos para amolecer a lenhina.
- Triturar as aparas amolecidas em fibras finas utilizando um desfibrador (processo mecânico ou termo-mecânico).
SECAGEM DE FIBRAS
- Secar as fibras num secador rotativo para reduzir o teor de humidade para 8-12%.
- Separar e peneirar as fibras secas para remover as partículas sobredimensionadas.
COLAGEM E APLICAÇÃO DE ADITIVOS
- Misturar as fibras com resina sintética (principalmente resina de ureia-formaldeído) numa proporção de 8-12% de peso de fibra.
- Adicionar emulsão de cera (para resistência à água) e agentes de cura conforme necessário.
- Assegurar uma distribuição uniforme dos adesivos através de um sistema de mistura.
FORMAÇÃO DE TAPETES
- Transportar a mistura de fibras e resina para uma máquina de moldagem.
- Formar um tapete solto contínuo e uniforme com espessura e densidade controladas.
PRÉ-IMPRESSÃO
- Comprimir o tapete solto numa máquina de pré-prensagem para reduzir o volume e melhorar a estabilidade.
- Formar uma placa semi-endurecida para facilitar o manuseamento em processos subsequentes.
PRENSAGEM A QUENTE
- Transferir a placa pré-prensada para uma prensa quente de várias camadas.
- Aplicar alta temperatura (180-220°C) e pressão (2,5-4 MPa) durante 3-10 minutos.
- O calor cura a resina e a pressão une as fibras numa placa sólida.
ARREFECIMENTO E CORTE
- Arrefecer as placas prensadas a quente até à temperatura ambiente, utilizando grelhas de arrefecimento ou ventoinhas.
- Cortar os bordos para obter dimensões normalizadas (por exemplo, 2440×1220 mm) com serras.
LIXO
- Lixe ambas as superfícies das tábuas utilizando máquinas de lixar com várias cabeças.
- Obter suavidade e espessura precisa (normalmente 3-30 mm).
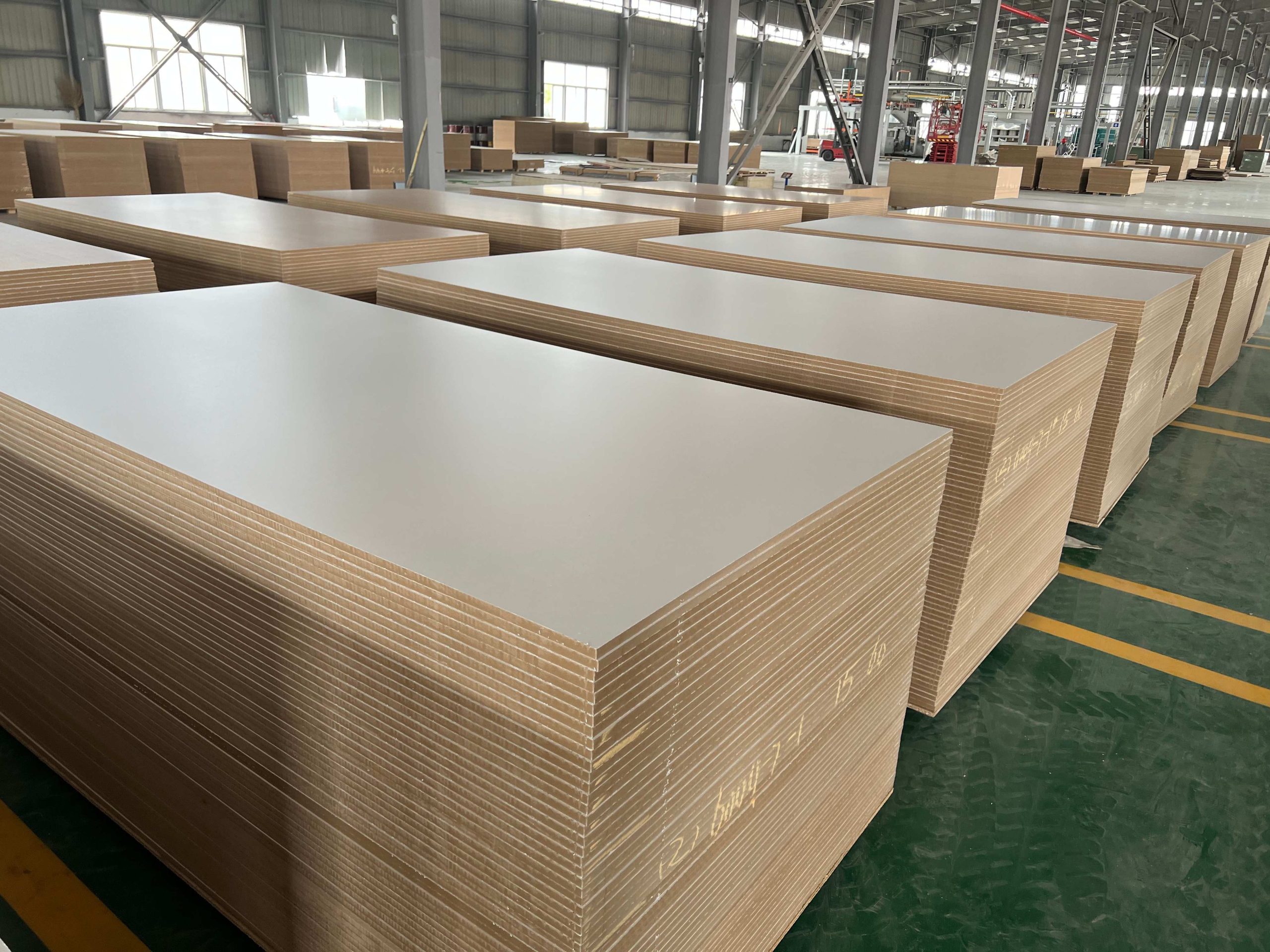
INSPECÇÃO DA QUALIDADE E EMBALAGEM
- Inspecionar as tábuas para detetar defeitos (por exemplo, fissuras, densidade irregular, imperfeições da superfície).
- Classificar os quadros qualificados com base em normas de qualidade.
- Empilhar e embalar as placas para armazenamento ou expedição.
Controlo de qualidade e embalagem

